




मिश्र धातु इस्पात आवश्यकताओं के लिए हार्डनिंग लाइन
वांछित समतलता और तन्य शक्ति प्राप्त करने के लिए, निम्नलिखित कच्चे माल की आवश्यकताओं को पूरा किया जाना चाहिए:
1. गर्मी उपचार से पहले, सामग्री की कोल्ड रोलिंग में कुल कमी 50% से अधिक है।
2. कोल्ड रोल्ड स्ट्रिप स्टील को एनील्ड और समतल किया जाना चाहिए।
3. कोल्ड रोल्ड स्ट्रिप स्टील में तरंगें नहीं होनी चाहिए, विशेषकर साइड तरंगें।
4. कोल्ड रोल्ड स्ट्रिप की खुरदरापन 5µ/मिमी बैंडविड्थ से कम होनी चाहिए।
5. प्रासंगिक मानकों के अनुरूप समोच्च सहिष्णुता।
6. पट्टी के किनारे को यथासंभव बिना किसी गड़गड़ाहट या दरार के चिकना किया जाना चाहिए।
7. समान रासायनिक संरचना, जीबी/टी 1299-2000 के अनुसार पृथक्करण"मिश्र धातु उपकरण स्टील"मानक आवश्यकताएँ। किसी दृश्यमान बैंडिंग की अनुमति नहीं है.
8. शमन कठोरता सुनिश्चित करने के लिए, कच्चे माल की सतह पर डीकार्बराइजेशन की गहराई पट्टी की मोटाई के 1% से अधिक नहीं होनी चाहिए।
9. स्ट्रिप स्टील की सूक्ष्म संरचना में फेराइट मैट्रिक्स पर महीन सीमेंटाइट का समान वितरण होना चाहिए। जीबी/टी1299-2000 के अनुसार पर्लाइट रेटिंग"मिश्र धातु उपकरण स्टील"मानक 1-3; शीट पर्लाइट की अनुमति नहीं है।
10. जीबी/T1299-2000 के अनुसार मेश कार्बाइड रेटिंग"मिश्र धातु उपकरण स्टील"मानक 1-2.
11. अचार बनाने या एनीलिंग के कारण स्थानीय रंग खराब नहीं होना चाहिए।
12. रोलिंग स्नेहक/इमल्शन, या जंग रोधी तेल को साफ किया जाना चाहिए (एक तरफ 30 मिलीग्राम/एम2 से अधिक नहीं) ताकि ऑस्टेनिटाइजिंग के दौरान यह बिना कोई निशान छोड़े वाष्पित हो सके।

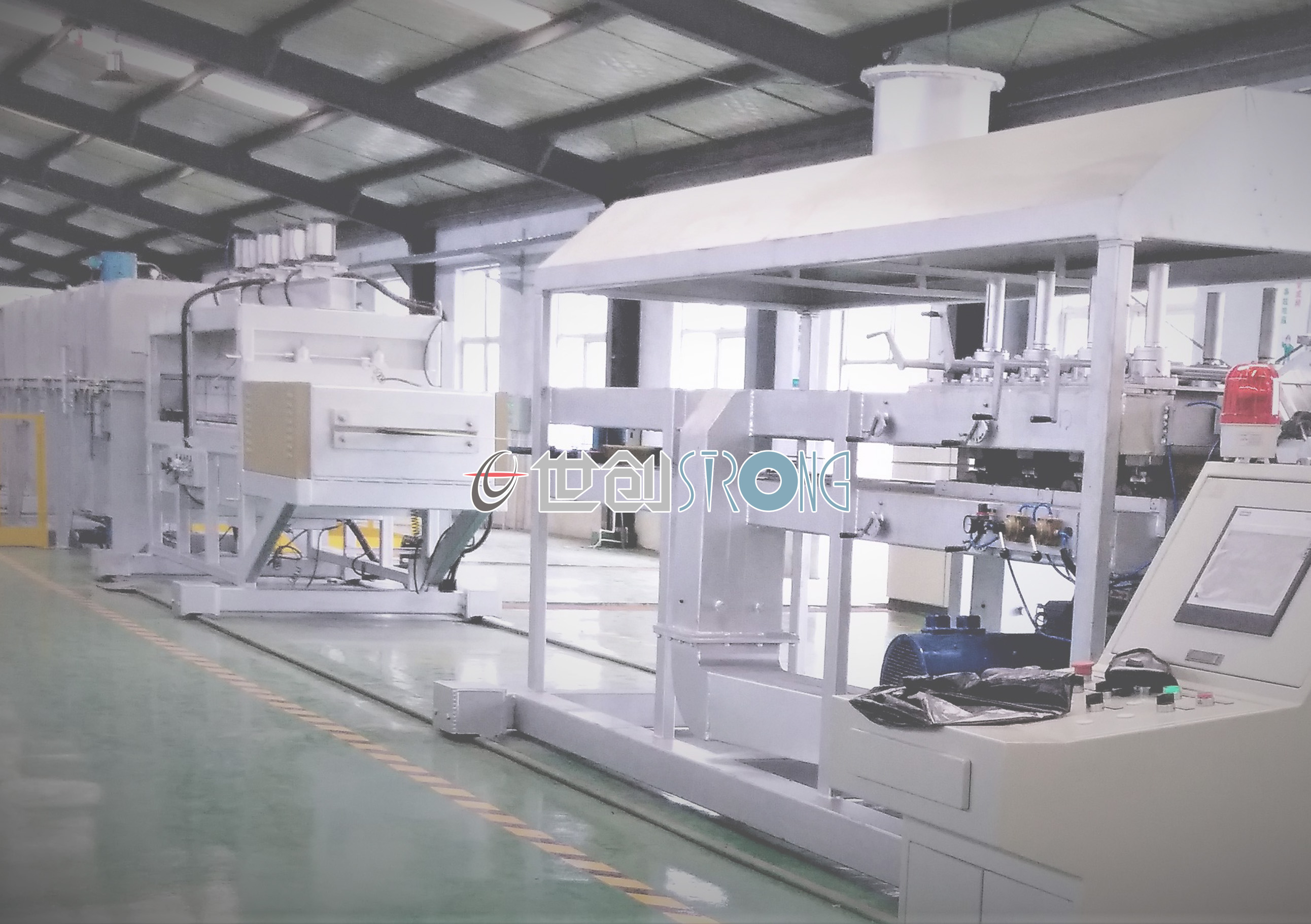
जोरदार छूट :420 स्टेनलेस स्टील ब्लेड स्ट्रिप के लिए निरंतर सख्त और टेम्परिंग लाइन
यह लाइन सॉ स्टील, टूल स्टील, नाइफ स्टील, स्प्रिंग स्टील, स्टैम्पिंग स्टील की स्ट्रिप्स को लगातार सख्त और टेम्परिंग करने के लिए है।
उत्पाद विवरण:
1)निरंतर संचालन;
2)ऑनलाइन शमन टैंक;
3) शमन माध्यम पानी, तेल, सीसा हो सकता है;
4)पीएलसी तापमान नियंत्रण;
5)पीएलसी प्रणाली नियंत्रण;
विशिष्टता:
प्रकार: क्षैतिज
ताप विधि: तेल, गैस, बिजली
पट्टी की मोटाई: 0.1-4.5 मिमी
पट्टी की चौड़ाई: 100-750 मिमी
अधिकतम. आउटपुट: 1.2MT/घंटा